关于数控水刀切割机,你了解多少?
第一:什么是数控水刀切割机
数控水刀切割机是将超高压水射流发生器与二维数控加工平台组合而成的一种平面切割机床。它将水流的压力提升到足够高(200MPa以上),使水流具有极大的动能,可以穿透化纤、木材、皮革、橡胶等,在高速水流中混合一定比例的磨料,则可以穿透几乎所有坚硬材料如陶瓷、石材、玻璃、金属、合金等。在二维数控加工平台的引导下,在材料的任意位置开始加工或结束加工,按设定的轨迹以适当的速度移动,实现任意图形的平面切割加工。
第二:数控水刀切割机有什么特性和优点
与传统的“热“切割工艺相比,超高压水射流切割机床以水流为切割介质,是一种“冷”切割工艺。它具有如下功能与优点:
1、切割时无热变形,避免了材料的物理、化学变化;
2、广泛适应于各种材料的切割加工,有“万能切割机”之誉;
3、切口光滑平整无毛刺,一般无须再加工;
4、由数控系统操纵,切割精度高;
5、切割缝小于1.2mm,便于套料切割,节约材料;
6、加工过程不会产生污染环境的废物。
数控水刀对那些用其它方法难以切割的材料如芳纶(Kevler)、钛合金及各种复合材料是非常理想或唯一的加工手段。
第三:数控水刀切割机能达到怎样的精度
严格来讲,数控水刀虽然比火焰、等离子切割机床可以更精确的切割,但还不是精密加工机床,应该不能标注精度。在切割10mm以下的板料时,把切割速度和补偿控制得恰到好处,误差可以做到+-0.1mm。
第四:数控水刀切割机能切割的最大厚度是多少
由于水射流的靶距是不确定的或者说是变化的,数控水刀的最大切割厚度并不好明确界定。胆大者,敢称400、500mm,保守者称100mm以内,都是合理的。现有的数控水刀一般流量在2~3升,工作压力在200~380MPa,射流经过空气阻力,能量衰减极快,到400、500mm时,基本就随风飘散了,就没有打击力。
就一般应用而言,切割金属板材厚度建议不超过100mm,发泡材料如海绵厚度建议不超过300mm。
第五:高压泵(高压发生器)的工作原理是什么
系统原理图如下:
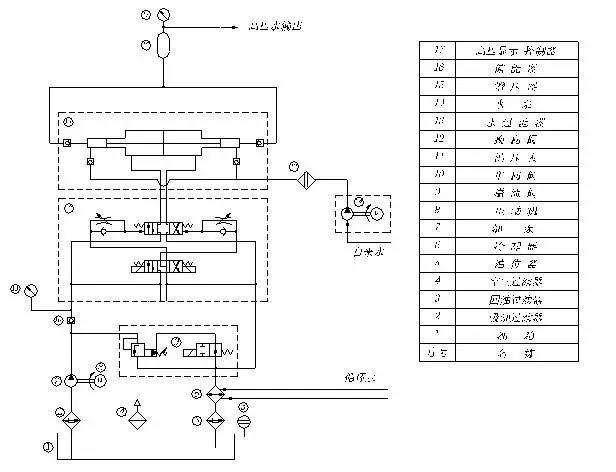

数控水刀切割机油路部分工作原理
电机驱动油泵,将液压油从油箱中抽出,经单向阀传送到油压管路中。此时油路分成三路,一路接蓄能器和压力表,压力表显示油压,蓄能器可起平稳油压的作用,第二路接换向阀,另一路接溢流阀。当未按下开水射流按钮时,从油泵送出来的液压油经溢流阀、水冷式冷却器和回油过滤器直接流回油箱,则少量的液压油通过换向阀进入增压器油腔,不足以推动油活塞产生换向或换向缓慢;而当按下开水射流按钮后,溢流阀闭合,液压油经换向阀进入增压器油腔,推动油活塞运动,同时油活塞另一边的液压油被推出油缸,经水冷式冷却器、回油过滤器流回油箱。当油活塞被推至油缸末端,碰撞换向顶杆,顶杆触发换向阀产生换向信号,从而使液压油路从油缸的另一端进入,油活塞回程。至油缸未端又触发换向顶杆,油活塞又回程。如此,连续不断地触发换向器进行油路换向,从而形成增压器的往复运动。
数控水刀切割机水路部分工作原理
自来水经过滤器过滤之后,由水泵进行加压,进入增压器两端的高压缸内。当油活塞往复运动时,一端高压缸通过进水单向阀进水,另一端高压缸的水被推出、经过出水单向阀进入高压管路。如此动作,在两端的高压缸中交替进行,形成源源不断的高压水流。由于存在增压器换向周期,输出的水流的压力形成周期性波动。因此高压水流需经高压蓄能器进行稳压,通过高压管输送到喷射头。在喷射头上安装有孔径为0.25~0.33mm的宝石喷嘴。高压水流在宝石喷嘴的约束下形成具有极大动能的高速“水箭”,可以击穿纤维、皮革、橡胶等软质材料。在“水箭”中混合一定比例的磨料,则形成磨料水射流,可以穿透任何坚硬材料。
数控水刀切割机增压器原理
当液压油作用在活塞上时,连接在活塞的高压柱塞杆将高压缸内的水推出。根据能量守恒定律,假设无摩擦损耗,两者的作功相等。此时,油压乘以活塞横截面积等于水压乘以柱塞杆横截面积,即水压与油压的比值等于油活塞横截面积与高压柱塞杆横截面积的比值。油活塞横截面积与高压柱塞杆横截面积之比称为“增压比”,由于其比值固定,所以通过控制油压就可调节水压。
地址:广东省佛山市南海区罗村务庄荣星工业区荣二路一街3号
佛山市南海达骏永陶瓷机械有限公司 版权所有